
焊罐/油罐電動葫蘆
群吊倒掛電動葫蘆
爬架電動葫蘆
電動葫蘆
—— 環(huán)鏈電動葫蘆
—— 鋼絲繩電動葫蘆
—— 微型電動葫蘆
—— 防爆電動葫蘆
—— 舞臺電動葫蘆
手拉葫蘆
手扳葫蘆
吊索具
千斤頂
多功能提升機(jī)
手動液壓搬運車
爬架電動葫蘆配件
闡述煤氣柜柜頂整體電動葫蘆提升技術(shù)
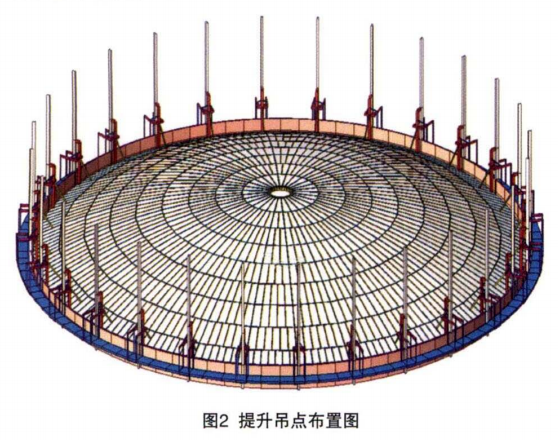
發(fā)布日期:2023-03-07 10:41:42 訪問量:704煤氣柜柜頂提升:煤氣柜柜頂整體提升吊點設(shè)置在28等分的邊環(huán)梁上,共計28個吊點(見圖2)。采用28個電動葫蘆整體提升柜頂、外部掛架及掛柱,提升高度達(dá)到要求后使掛柱鉤在支撐牛腿上部,內(nèi)部施工人員在柜頂板上面,同時外部作業(yè)人員在掛架上面安裝焊接側(cè)板,依次共進(jìn)行49次提升②,最后一次柜頂邊環(huán)梁連接鋼柱后拆除用來提升使用的構(gòu)件及加長的鋼柱。
電動葫蘆提升的配置:根據(jù)本工程中提升工藝及各吊點提升反力大小,選擇16t電動葫蘆作為主要的提升承重設(shè)備,每根立柱上面安裝1臺電動葫蘆,共計28臺電動葫蘆同步提升。
提升工裝吊具:采用電動葫蘆同步提升設(shè)備吊裝大跨度鋼結(jié)構(gòu),需要設(shè)置合理的提升上下吊點。提升上吊點在鋼柱上安裝雙夾板,內(nèi)側(cè)夾板焊接吊耳,設(shè)置電動葫蘆提升。電動葫蘆吊鉤與柜頂邊環(huán)梁上的對應(yīng)下吊點相連接。
正式提升:為確保結(jié)構(gòu)及主體結(jié)構(gòu)提升過程的平穩(wěn)、安全,根據(jù)結(jié)構(gòu)的特性,電動葫蘆安裝到位進(jìn)行空載調(diào)試,保證28個電動葫蘆同步提升或下降,空載調(diào)試完成進(jìn)入載荷調(diào)試。當(dāng)柜頂提升高度到100mm時停止電源,觀察每個吊點情況,檢查整體水平度、相關(guān)焊接焊縫、鋼柱垂直度、掛柱垂直度、掛柱定位板與鋼柱接合等情況。確認(rèn)無誤后繼續(xù)提升至500mm位置,停止30min后同樣進(jìn)行以上相關(guān)檢查,檢查無誤方可進(jìn)行正式提升。柜頂提升分為6個階段:
(1)柜頂系統(tǒng)整體組裝焊接完成,第1段鋼柱、第1帶側(cè)板安裝完成,在鋼柱上安裝上吊具雙夾板、柜頂上安裝掛柱、柜頂邊環(huán)梁對應(yīng)吊耳位置安裝下吊具,安裝外部掛架及環(huán)型走道平臺,電動葫蘆提升設(shè)備安裝及調(diào)試,使其具備使用條件。
(2)柜頂?shù)?次提升500mm位置,觀察每個吊點情況,檢查整體水平度,相關(guān)焊接焊縫、鋼柱垂直度、掛柱垂直度、掛柱定位板與鋼柱接合等情況,確認(rèn)無誤后安裝第2帶側(cè)板。
(3)第2帶側(cè)板安裝完成后,首先按單數(shù)單個松下電動葫蘆,上移1.1m安裝上吊具,安裝電動葫蘆與下吊具連接受力,以此類推完成28個電動葫蘆的上移工作;第2次提升1.1m,安裝第3帶側(cè)板。
(4)第3帶側(cè)板安裝完成后,首先按單數(shù)單個松下電動葫蘆,上移1.47m安裝上吊具,安裝電動葫蘆與下吊具連接受力,以此類推完成28個電動葫蘆的上移工作;第3次提升1.47m,安裝第4帶側(cè)板。以此類推提升43次安裝第4-46帶側(cè)板;之后每次提升1.34m安裝第47-49帶側(cè)板。
(5)第49帶側(cè)板安裝完成后柜頂提升到安裝標(biāo)高位置并進(jìn)行固定。
(6)拆除提升柜頂設(shè)施,柜頂整體電動葫蘆提升工作結(jié)束。
<< 上一篇:低速環(huán)鏈電動葫蘆壽命試驗?zāi)壳按嬖谀男?/a> 下一篇:闡述焊罐電動葫蘆控制提升注意事項 >>

 在線客服1號
在線客服1號